日均交易数
安全运行
国家
用户
币种
世界正迅速转向区块链,但要探索这个新世界并非易事。我们正在不懈努力,将TP钱包打造成您踏入这个全新领域的钥匙。
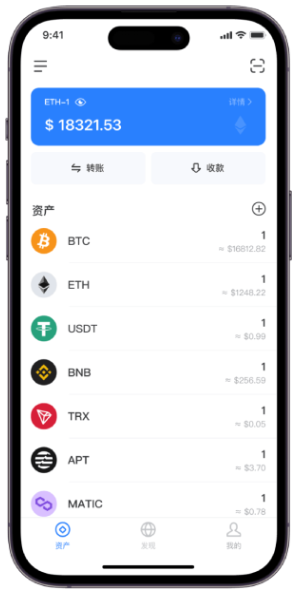
TP钱包支持多个区块链,包括但不限于以太坊、比特币、Binance Smart Chain等,使用户能够在一个应用程序中管理和交易不同区块链上的数字资产。这种多链支持为用户提供了更大的灵活性和选择权。
TP钱包整合了多种去中心化金融(DeFi)应用,包括借贷平台、去中心化交易所和流动性挖矿项目。用户可以在一个平台上轻松参与各种DeFi活动,从而更方便地利用数字资产进行投资和交易。
TP钱包强调用户的安全性和隐私保护。该钱包通常采用安全存储私钥的方法,可能包括硬件加密和助记词备份等功能,以确保用户的数字资产得到安全存储。此外,用户通常能够保持对自己私钥的完全控制,增强了用户对资产的掌控感。
全球范围内支持主链最多的钱包,目前已支持:
以太系:ETH, ERC20 全 Token,ETC 及 BSC,HECO,OKT 等自定义RPC
比特系:BTC、BCH、BSV
Stable Currency:USDT-ERC20,USDT-TRC20,PAX,USDC
以及 Solana, LTC,Tron,DOGE 等众多主网。
TP钱包支持批量创建 1000 个ETH、TRON等地址;支持 BTC、ETH、USDT、TRON批量转账;同时以太安全中心、以太坊加油站、免ETH矿工费转账等功能的加持,让你的TP钱包更加强大。





For the
individuals
For
small Company
For
large Company

